
Четырехсторонние станки. История. Классификация. Технологические схемы.
История создания.
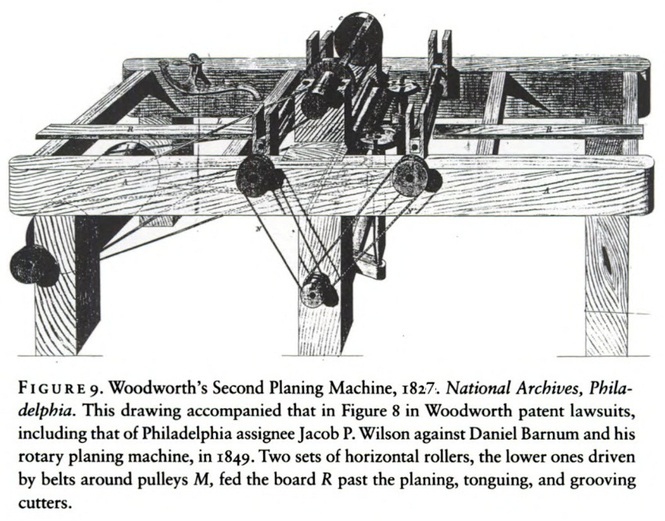
Первый строгально-калевочный станок - предшественник современных четырехсторонних станков - был запатентован в 1827 году Joseph Bramah и Malcolm Muir.
Распространению данных станков мешало отсутствие индивидуального привода. Привод был групповым, то есть общим для всех станков, и осуществлялся от вала водяного колеса, а позднее - от вала паровой машины, проходил через весь цех, и от него отходили отдельные ременные передачи для каждого вращающегося агрегата. Понятно, что подвести сразу несколько приводных ремней ко всем четырем шпинделям, расположенным в четырехстороннем станке и вертикально, и горизонтально, а также к механизму подачи, было весьма непросто.
Но в 1907 году английская фирма Wadkin создала DC Pattern Miller с отдельным электродвигателем, что дало толчок развитию деревообрабатывающих станков с приводом от собственного электродвигателя. Начался период промышленной деревообработки, в развитии технологий которой четырехсторонние станки сыграли одну из главных ролей.
Классификация.
Назначение четырехсторонних строгальных станков - строгание, фрезерование брусков, досок или бруса для получения заготовок и деталей, имеющих прямоугольное или профильное постоянное по всей длине сечение.
Область применения - деревообрабатывающие и мебельные предприятия, выпускающие погонажные изделия, детали мебели из дерева, строительного бруса и балок.
За многие годы, прошедшие с момента их изобретения, четырехсторонние станки сохранили весь изначально заложенный в них состав узлов, хотя и серьезно изменились за счет совершенствования конструкции.
Любой такой станок и сегодня включает в себя станину с расположенными на ней столами (рабочим и фуговальным); продольные направляющие линейки; механизм подачи (концентрированный или распределенный); прижимы для заготовок (боковые и вертикальные); фрезерные агрегаты (горизонтальные и вертикальные) и систему управления.
По исполнению четырехсторонние станки условно подразделяются на три основные группы. К первой относят легкие, с шириной обработки деталей до 180 мм. Они предназначены преимущественно для производства погонажных столярных изделий (наличников, плинтусов и т. д.) Скорость подачи таких станков - от 6 до 24 м/мин, число шпинделей - 4-6. Станки второй группы - средние, с шириной обработки до 250 мм. Применяются для производства строительного погонажа, брусьев, досок и т. д. Скорость подачи станков этой группы - 8-60 м/мин, а у станков для калибрования пиломатериалов - 150 м/мин и выше. Третья группа - тяжелые станки с шириной обработки до 600 мм. Служат для обработки строительных балок, стенового клееного бруса и других подобных деталей с большим поперечным сечением.
Существуют и сверхтяжелые четырехсторонние станки с шириной фрезерования до 2600 мм, используемые при обработке широких клееных щитов и балок.
Существует также деление четырехсторонних станков по технологическому назначению. Обычно у станков имеется, как правило, всего четыре шпинделя для обработки заготовки снизу, с обоих боков и сверху.
Если четырехсторонние станки снабжены устройствами и фрезерными агрегатами для устранения кривизны (покоробленности) исходных заготовок, то по аналогии с ручным фуганком на профессиональном языке они могут называться фуговальными. У них имеются на входе удлиненный рабочий (фуговальный) стол и агрегаты, обеспечивающие создание плоской базовой поверхности на нижней пласти и кромке исходных заготовок.
Станки, оснащенные на выходе дополнительным, пятым, шпинделем, предназначенным для выборки глубокого продольного профиля на заготовках или их продольного раскроя пилами на заготовки, называются калевочными - по аналогии с рубанком-калевочником. Станки, совмещающие функции фугования и отборки профиля и оснащенные соответствующими узлами и агрегатами, называются фуговально-калевочными.
Первый калевочный станок сконструировал в 1920 году в Германии Армин Бернер. Работая в фирме Gubisch, он усовершенствовал конструкцию станка и расширил спектр его функций, в результате чего был создан первый фуговально-калевочный четырехсторонний станок.
Технологические схемы.
Любой четырехсторонний станок можно рассматривать как комбинацию механизмов фрезерных станков, сгруппированных на одной станине в порядке последовательности выполнения операций по обработке деталей.
При классической схеме расположения шпинделей  первым по подаче располагается нижний горизонтальный, который, подобно шпинделю фуговального станка, создает на нижней пласти заготовки прямолинейную плоскую базовую поверхность. Затем в станке устанавливается первый вертикальный шпиндель (справа), задачей которого является создание плоской прямолинейной базовой поверхности на кромке заготовки, которая будет строго перпендикулярна базовой, сформированной на ее нижней пласти. Работа этого шпинделя подобна работе фрезерного вертикального станка с нижним расположением шпинделя, выполняющего функцию фугования кромки.
первым по подаче располагается нижний горизонтальный, который, подобно шпинделю фуговального станка, создает на нижней пласти заготовки прямолинейную плоскую базовую поверхность. Затем в станке устанавливается первый вертикальный шпиндель (справа), задачей которого является создание плоской прямолинейной базовой поверхности на кромке заготовки, которая будет строго перпендикулярна базовой, сформированной на ее нижней пласти. Работа этого шпинделя подобна работе фрезерного вертикального станка с нижним расположением шпинделя, выполняющего функцию фугования кромки.
В станках классической схемы за первым вертикальным шпинделем следует аналогичный, но выполняющий функцию рейсмусовой обработки для получения заданной ширины заготовки. Этим же шпинделем может одновременно выполняться и формирование профиля на кромке.
Толщина формируется верхним горизонтальным шпинделем за счет съема припуска с верхней пласти заготовки - аналогично обработке на одностороннем рейсмусовом станке. Этим же шпинделем при установке соответствующего инструмента можно формировать и профиль на верхней пласти заготовки.
Таким образом, на четырехстороннем станке последовательно обрабатываются все четыре продольные поверхности детали, что, собственно, и предопределило название оборудования.
Однако в ряде случаев последовательность расположения и количество шпинделей в четырехстороннем станке могут отличаться от принятых в классической схеме.
Основное значение при этом имеет форма сечения обрабатываемого профиля. У него может быть, например, большая глубина припуска, который невозможно снять одной фрезой из-за необходимости большого увеличения диаметра фрезы. Величина (глубина) припуска может ограничиваться мощностью привода одного шпинделя, что не позволит удалить припуск полностью за один проход. У профиля могут также иметься какие-то поднутрения, недоступные для горизонтальной или вертикальных фрез.
Кроме того, при продвижении обрабатываемой заготовки через станок, посредством надежного контакта с элементами механизма подачи должна обеспечиваться строгая равномерность этого перемещения. Но, скажем, при изготовлении деталей треугольного или близкого к нему сечения на заготовке просто не остается поверхностей, пригодных для контакта с вальцами механизма подачи, и окончательное формирование профиля должно производиться несколькими фрезами, установленными на суппортах, которые расположены как можно ближе к выходной стороне станка.
Все это может привести к необходимости использования в станке дополнительных горизонтальных и вертикальных шпинделей, в том числе наклоняемых.
Но наиболее часто в калевочных четырехсторонних станках для формирования относительно несложных профилей используется пятый, дополнительный, шпиндель, суппорт которого позволяет размещать его сверху, снизу, слева или справа от заготовки или наклонять под любым заданным углом.
Патент на такой универсальный калевочный суппорт, переставляемый в различные положения, был получен в 1954 году немецкой фирмой Weinig.
Число шпинделей, по сравнению с классической схемой, увеличивается и в фуговальных четырехсторонних станках. А о принципе работы этого оборудования и способах фугования речь пойдет в следующей статье.
lesprominform.ru